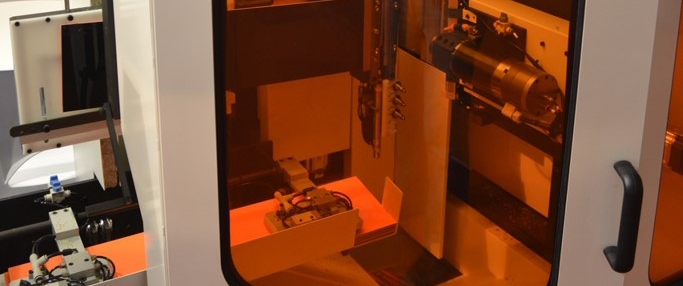
MB1 temple machine
The OAXA MB1 temple machine is an automatic machine which enables the complete manufacturing of spectacle temples: core shooting, milling, engraving…. Whereas traditional methods require at least 3 different work stations. At the moment, the temples are ejected from the machine they are finished with impeccable precision and ready for polishing.
The machine is fully automatic and operates without supervision, a revolutionary feature and the only one of its kind on the market.
Precise
The shooting precision is adjusted digitally with an accuracy of + or – 0.05 mm for the position of the hinge. CNC machining offers an accuracy of + or – 0.02 mm and a perfect surface finish.
Flexible
The programming of the MB1 is straight forward thanks to the Lona4 software. The right and left temples are generated very quickly from the drawing. The change of temple model is immediate
Automatic
The machine OAXA MB1 is totally automatic: material loading, shooting, hinges loading, machining … The machine is designed to operate automatically and without any kind of surveillance.
Top of the range technical characteristics
Milling in 3 interpolated axes.
High-quality brushless motor, fast feed of up to 15 m / min
HF spindle with automatic tool changing (4 tools), liquid cooling, frequency variator for an adjustable speed from 5 to 28000 rpm
Material loader: Approximately10 strips of material approx. Each strip of material can be up to 1400 mm long and about 160 mm wide (depending on the length of the temple).
The loader can be filled while the machine is running
CNC programming using the Lona4 software: the right and left temples are generated automatically from the drawing
“End of strip shooting”, innovative High Frequency heating called “automatic driven tuning”.
This innovation enables an unrivaled shooting axis precision and cuts power consumption by 4.
Automatic hinge loader, of approximatively 200 hinges
Hinges can be reloaded while the machine is in operation.
Change of model for the same type of hinge: 1 minute
Change of hinge type: two tools to change. Time required: 1 hour
Linear guides: Three pre-stressed ball pads per linear axis. Permissible static load: 1350 dN per skid, dynamic load: 833 dN:these are the highest quality machine tool components.
Precision ball screws with two pre-stress ball nuts. Load capacity per ball nut: 700 dN
Size of the machine: 1200x1200x1800 – Weight: 900kg
Power input: 380 V tri-phases (220V US standard optional). Dry air 7 bars
To manufacture top of the range temples
Width of temples: up to 40 mm (max. 20 mm to the shooting axis)
Thickness: 2 to 8 mm
Maximum length: 175 mm
Manufacturing capacity: 20 to 60 pieces / hours
Depth of shooting (position of the wire in the thickness): depends on the electrode used (changeable in approximately ½ hour).
Typically: centered or ratio 2/3 – 1/3. The position of the hinge is adjustable from the initial position of the shoot.
Precision in repetition of shooting depth: +/- 0.1 mm
Position of the shooting (position of the hinge the width): digitally adjusted. Accuracy in repeatability: + or – 0.05mm.
Various features
✔ Type of hinges: all types of hinges (flex, mono-knuckle, …)
✔ Type of material: all type of acetate
✔ Number of tools: 4 with automatic tool change
✔ Possibility of manufacturing temple ends: yes
✔ Integrated design software: yes
✔ Training, delivery, start-up: yes,
Standards and safety
✔ Complies with Directive 2006/42 / EC and 2004/108 / EC (Machine Directive)
✔ HF heater 27.12 MHz + or – 6%. Complying with EN 55011
✔ Complies with Electromagnetic Compatibility Directive 89/336 / EEC (EMC) and 92/31 / EEC and EN 55011
✔ Connection to a standard electrical network whose voltages comply with international standard IEC 60 038